液硫压力测量的压力表安装方式
液硫压力测量的压力表安装方式
周明星
(江苏金路化工有限公司,江苏 徐州)
摘要:液体硫磺的长周期压力测量一直是国内的难点,本文介绍隔离测量硫磺压力的测量方法,安装测量隔离介质,给出测量装置的基本组成。不仅能保障液体硫磺的测量装置正常运行,也能大大减轻了企业的维护成本。
关键词:分析; 液硫压力;测量装置;
液硫作为原料,在投料管线上的压力是非常重要的参数,系统中配比的物料、进反应器的阻力的联锁保护条件均与之直接关联,因此液硫压力测量数据的准确性及稳定性决定投硫系统能否稳定运行,也影响着企业的安全生产,同时可以为企业造成重大的经济损失。为有效避免这一问题的发生,下面就压力测量失效的原因进行一些分析:
目前,大多数投硫系统采用的是硫磺—天然气高温反应技术,其中反应炉是进行反应的主要设备,反应炉的硫磺进炉阻力对投硫系统的安全可靠运行有着极其重要的作用,但由于液体硫磺的特殊性,无法稳定长周期的使用当前主流的压力表进行测量。目前我国采用的远传膜盒压力表价格近5000元,现场的膜盒压力表价格也超出1000元,价格较高,若是从国外进口的,则价格更高,所以对液硫压力的测量研究就显得很有必要。
1液体硫磺工况的概况
硫磺不溶于水,微溶于乙醇、醚,易溶于二硫化碳,是一种其物理性质随温度而显著变化的元素。硫磺在常温下是固体,密度在2.1g/cm3,熔点在119℃,沸点在444.6℃,我们使用的硫磺种类是单斜硫又称β-硫,。斜方硫和单斜硫都是由S8环状分子组成,液态时为链状分子组成,一般液硫的温度在119-155℃时,其流动性随着温度的升高而增强,当温度达到155-180°C时。此时液硫会通过八原子硫环的互连而形成长链硫分子,黏度随之急剧增加,考虑到最优的能耗平衡,在132-158°C时黏度最小,利于液硫的输送。根据液体硫磺的这一特性为了使之保持较好的流动性,以利于我们生产过程液硫的输送,同时为了降低输送的功率消耗,这些控制的依据根据图1的硫磺黏度与温度的关系而制定。
液体硫磺通常在145-155°C下由管道输送。管道伴热系统将整个管长内的液硫平均温度保持在140-155°C。硫磺的最低输送温度要求为122-125°C,因此在正常操作期间有18-30°C的安全裕量。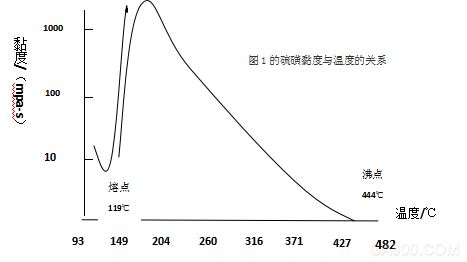
2 测量液硫压力表的故障原因
(1)目前国内多采用最多的测量仪表是膜盒压力表对液硫进行测量,因为输送管线上的压力计属于伴热末端,若工艺伴热蒸汽压力下降,温度降低到硫磺的融化点以下,液硫将冷凝残留在膜盒上,导致膜盒永久变形失去弹性甚至导致膜盒漏油。
(2)膜片的厚度只有0.2-0.5mm,液硫泵的出口压力表在的脉动作用下以及液硫,亚硫酸等物质具有很强的腐蚀性,液硫及亚硫酸,碳粉等会慢慢附着在膜盒表面,从而导致膜盒点状腐蚀,缓冲液流失,使测量数据失真。
(3) 泵出口憋压,导致出口压力过高,击穿隔膜的膜盒导致膜盒漏油损坏
(4)泵的启停,开停工也会导致硫磺的冷凝以至于损坏膜盒压力表。因此,膜盒压力表也无法适应开系统开停工的影响。
3 解决的方案
因为液硫的特性,以及为满足输送液硫压力在2.5-3.3Mpa,温度135-150℃的宽尺度工况情况下使用,首先想到的是利用非接触式测量。
3.1液硫管道设计的压力测量方案
液体硫的密度表1
温度(℃) | 密度(kg/m³) | 温度(℃) | 密度(kg/m³) | 温度(℃) | 密度(kg/m³) |
115.207 | 1808.0 | 195 | 1755.0 | 310 | 1684.4 |
120 | 1806.4 | 200 | 1752.5 | 320 | 1679.0 |
125 | 1801.7 | 205 | 1749.6 | 330 | 1672.8 |
130 | 1797.0 | 210 | 1746.7 | 340 | 1666.7 |
135 | 1792.3 | 215 | 1743.8 | 350 | 1660.8 |
140 | 1787.6 | 220 | 1740.9 | 360 | 1654.8 |
145 | 1783.6 | 225 | 1737.2 | 370 | 1648.8 |
150 | 1779.7 | 230 | 1733.4 | 380 | 1642.8 |
155 | 1775.8 | 235 | 1729.65 | 390 | 1635.4 |
160 | 1771.8 | 240 | 1725.9 | 400 | 1627.9 |
165 | 1769.8 | 250 | 1723.2 | 410 | 1622.9 |
170 | 1767.9 | 260 | 1720.6 | 420 | 1617.9 |
175 | 1766.0 | 270 | 1712.4 | 430 | 1613.0 |
180 | 1764.0 | 280 | 1704.2 | 440 | 1608.6 |
185 | 1761.1 | 290 | 1697.0 | 444.6 | 1601.8 |
190 | 1758.2 | 300 | 1689.8 |
液硫温度135-150℃,查表1得出液体硫磺的密度一般在1792.3-1779.7kg/m³。因为液硫在119℃就会凝固,输送液硫压力在2.5-3.3Mpa,温度在135-150℃, 所以在压力表选型设计安装时,应考虑到液硫的密度较大,黏度较高,压力高,容易与仪表部件粘连,所以首先排除了吹气式压力表的选型安装方案。现阶段国内常用的液硫泵出口及管线的压力测量仪表大多选用隔离液测量法和隔膜压力表测量法,目前只有隔膜压力表测量法能用时间在3个月以上。所以本次试验是隔离传压测量的改进与应用。
3.2设计考虑因素
隔离测量的要素有三点: (1)保证液硫不凝固(2)液硫不接触压力表(3)隔离介质和液硫不反应。 且具有耐高温、较好的安定性、黏度高以及密度区别于液硫。
3.3隔离液的选定
有鉴于正常隔离液会冷却液硫导致无法测量,现经多次长久试验利用润滑脂固有的特性作为隔离介质。通过查阅比对发现白色全氟聚醚润滑脂专用于高温、高负载、化学腐蚀环境中的使用,具有极佳的化学惰性、耐久性和低挥发性。适用温度范围:-50~+280℃,在25℃,0.1mm时,锥入度为270,适合作为隔离介质。因改变了压力表结构形式,形成液硫与润滑脂直接接触,为避免出现有异常情况发生,我们查阅了相关润滑油MSDS资料,并针对结构形式可能出现的问题,做了一系列试验和采取了相关措施:
为防止有异常情况,我们将润滑脂与液硫在200摄氏度的温度下进行加热试验,润滑脂未出现分解或其他异常现象;而且考虑到润滑脂与液硫是直接接触,为防止因设备停止运行时,润滑脂滑落至液硫内,我们将冷凝圈注满润滑脂,并试验其粘性,30分钟内没有滑落现象;且冷凝圈内容积较小(100ml),此剂量的润滑脂如混入液硫进入反应炉内,不会影响整个反应过程和生产工艺。
3.4安装操作
建议安装结构如示意图(A/B):
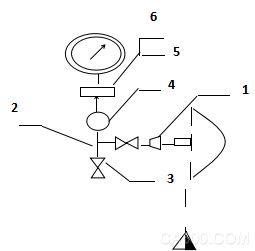
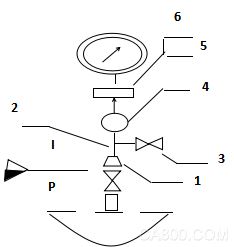
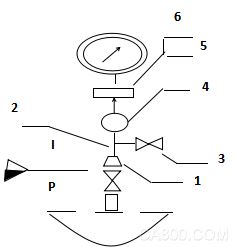

1、根部阀门为蒸汽保温球阀DN25/50PN63,1是DN50PN63法兰DN50PN63 (法兰标准按照HG20592标准)
2 、1 是对焊异径接头DN50-φ14
3 、2是 φ14对焊等径三通DN10PN63截止阀
4 、3是DN10PN63截止阀
5 、4是冷凝圈φ14*3 L=650
6 、5和6分别是对焊式压力表接头 M20*1.5/φ14 PN63 及垫片
3.5安装步骤的操作的要点
关闭保温球阀、拆除压力表、松开1连接阀门的法兰,能够使油脂排出空气减少测量的误差,使用加油枪通过3加润滑脂。直至油脂冒出。填充满测量管路。上紧1法兰、安装好压力表、关闭3截止阀。开启保温球阀。
五结论
此测量结构已经实际长周期应用,并取得了一定的经济效益。不仅能对正常运行期间液硫管道的压力进行长周期实时识别,而且大大增强试车和开车阶段的故障排除能力,从经济上,安全上,维修量上得到了显著效果。
【以上产品资料由上海自动化仪表四厂整理发布】转载请注明出处。
更多链接请点击:上海自动化仪表三厂 上海自动化仪表厂上海电器仪表三厂